 06-6951-1831
06-6951-1831 06-6954-0251
06-6954-0251


厳しい膜厚公差をクリアする バレルメッキとラックメッキのバラツキ性質徹底比較

バレルメッキとラックメッキのバラツキ性質徹底比較
結論、同ロット内の製品バラツキを抑えたいなら、バレルメッキの方がバラツキを抑えられます。バレルメッキ(回転メッキ)は、容器(バレル)の中に大量のワークを入れ、回転させながら通電する方法です。「確率によるメッキ膜厚の平均化」これがラックメッキ(引っ掛けメッキ)よりも製品間のバラツキ(標準偏差)を小さくできる理由です。 「確率によるメッキ膜厚の平均化」 とはどういう意味なのか詳しく解説します。
確率によるメッキ膜厚平均化
ラックメッキの場合、ジグへの固定(ひっかけ)位置によって、製品が受ける電流密度が概ね固定されてしまいます。その結果、電流密度が高い箇所に固定された製品は膜厚が厚くなり、電流密度の低い箇所に固定された製品は膜厚が薄くなります。 一方、バレルメッキの場合は常に製品が回転・撹拌されているため、すべての製品が受ける電流密度と通電時間が確率的に均一化されます。つまり、「すべての製品が、均等に電流密度の高い箇所と低い箇所を行き来する」ため、ロット内の膜厚差が小さくなります。
【比較表】バレルメッキとラックメッキの「バラツキ」の違い
一口に「バラツキ」と言っても、「製品ロット毎の差」と「単一の製品中での差」では性質が異なります。
| 項目 | バレルメッキ | ラックメッキ | 解説 |
|---|---|---|---|
| 製品間のバラツキ 同ロット間での個体差 | ◎ 極めて小さい | △ 発生しやすい | バレルメッキは撹拌効果で平均化し易く、ラックメッキは固定位置による膜厚差が出やすい |
| 単一製品内でのバラツキ 一個の製品内での膜厚凹凸差 | 〇~△ 形状による | 〇 多少コントロール可能 | バレルメッキは単一製品内の膜厚コントロールはできないが、製品同士の遮蔽効果で大きな差になりにくい。ラックメッキは補助陽極などを使用して狙った箇所の膜厚をコントロールすることが可能 |
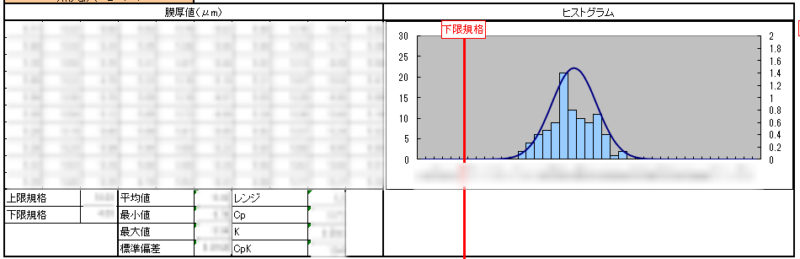
| 工程能力指数(Cpk) | 管理にノウハウが必要だが、高水準で安定させることが可能 | 製品毎に設備や治具の高度な調整が必要 | 量産時、バレルメッキの方が統計的な膜厚管理がしやすい。 |
バレルメッキで膜厚をさらに安定させるための「ノウハウ」
「バレルメッキなら何でもバラつかない」わけではありません。より厳しい公差(例:ニッケルメッキで数ミクロン単位の管理など)をクリアするためには、以下のような高度な条件管理が不可欠です。
- 適正な充填量と回転速度の調整
ワークが多すぎると攪拌されず、少なすぎると通電が不安定になります。形状に合わせた最適な「黄金比」の見極めが必要です。
- 打痕(キズ)防止対策
重量がある部品や変形しやすい部品は、バレル内でぶつかり合って打痕がつきます。製品に適したバレル選定や回転数の微調整などにより、衝撃の少ない条件設定が必要です。
- ダミー(ボール)の活用
極小部品や薄板製品の場合、製品同士が張り付いてメッキムラが起きることがあります。これを防ぐためにダミーを混ぜ、均一な通電と攪拌をサポートします。
これらのノウハウを調整したり、組み合わせたりすることにより、より高い工程能力を出すことができます。
まとめ :どちらを選ぶべき?
- バレルメッキが向いているケース
- 電池部品、コネクタ端子、ビス・ナットなどの大量の微小・精密部品
- ロット全体の膜厚のバラツキを抑え、統計的な品質(Cpk)を高めたい場合
- コストを抑えて大量生産したい場合
- ラックメッキが向いているケース
- 外観へのキズ(打痕)が許されない大型・意匠部品
- 特異な形状で、特定の凹部にピンポイントで膜厚をつけたい(またはマスキングしたい)場合
「膜厚管理」にお悩みなら、まずはご相談ください 当社では、長年培ったバレルメッキのノウハウを活かし、難形状の部品や、膜厚公差の厳しい次世代産業向け部品の表面処理を行っています。試作段階からの工程能力(Cpk)のデータ出しにも対応しておりますので、お気軽にお問い合わせください。
第27回 基礎から学ぶバレルメッキ:治具痕なし&膜厚均一化を実現する仕組みとは?
コチラでは、バレルメッキの特徴について、さらに詳しく解説しています。